 Skier’s Choice builds luxury inboard boats for skiing and wake boarding in their plant in Marysville, Tennessee. Their two key products, the Supra and the Moomba, are among the most popular boats in their class. In 2006, they began their lean journey.
Skier’s Choice builds luxury inboard boats for skiing and wake boarding in their plant in Marysville, Tennessee. Their two key products, the Supra and the Moomba, are among the most popular boats in their class. In 2006, they began their lean journey.
The company was in sound financial condition and they were meeting their demand, so they decided not to bring in an external consultant or hire a lean coordinator. Instead, they found a vendor who could teach them the lean tools and how to apply them.
They began with executive education and benchmarking, getting enough knowledge to develop a more detailed plan for their transformation. In April 2006, CEO Brad Denning attended the Lean Systems Executive Program taught by ILS team members. In August, they hosted their own executive course for their leadership team, and brought in their key suppliers and partners, like Tom Broy, president of IBBI, a buying consortium Skier’s Choice belongs to.
 Following the “Go and See“ rule they learned early in these workshops, Skier’s Choice took benchmarking trips to companies considered world class in many performance areas. These included Toyota, Denso, Summit Polymers, Boeing, Subaru, Batesville Casket, Budweiser and even Walmart. They also took benchmarking trips to see other boat builders such as Malibu, Cobalt, Triton, Bryant, and SeaRay.
Following the “Go and See“ rule they learned early in these workshops, Skier’s Choice took benchmarking trips to companies considered world class in many performance areas. These included Toyota, Denso, Summit Polymers, Boeing, Subaru, Batesville Casket, Budweiser and even Walmart. They also took benchmarking trips to see other boat builders such as Malibu, Cobalt, Triton, Bryant, and SeaRay.
From June to December, they hosted their first on-site Lean Systems certification series of workshops. Twenty-five people from all levels of the organisation completed one three-day, high intensity workshop per month for six months, with project assignments between the courses. This exposed them to all the lean principles, techniques and tools, as well as all the troubles companies can experience when driving change through their organisation.
 After starting their second series of workshops in January 2007, they began teaching lean basics to everyone in the company. All operators were given 20 hours of lean education. These overview workshops were taught by graduates of the first certification series, eventually teaching all 350 team members. With the completion of this training, Skier’s Choice introduced the Lean Improvement Activity Sheet to capture the ideas the workforce had, and implement them more quickly. Within a matter of weeks, they received over 600 ideas from the workforce.
After starting their second series of workshops in January 2007, they began teaching lean basics to everyone in the company. All operators were given 20 hours of lean education. These overview workshops were taught by graduates of the first certification series, eventually teaching all 350 team members. With the completion of this training, Skier’s Choice introduced the Lean Improvement Activity Sheet to capture the ideas the workforce had, and implement them more quickly. Within a matter of weeks, they received over 600 ideas from the workforce.
In the end, 75 people from every functional area in Skier’s Choice completed the full certification series; all becoming change agents within the organisation. They learned in workshops, they learned by doing their projects together and the learned by interacting with parts of the organisation they may never have spoken to before this initiative launched. This created a shift toward a continuous improvement culture in their day-to-day work, making Skier’s Choice a great place to work.
 In late 2008, with the economy tumbling and boat sales dropping dramatically, Skier’s Choice was able to make people-friendly adjustments (no overtime, reduced the temporary workforce, temporary furloughs and leadership pay reductions) that allowed them to absorb the change quickly. With demand down, they redoubled their efforts, and further refined their production system, fully achieving single-piece flow in their manufacturing and sub assembly operations, further reducing inventories and saving a significant amount of money to use to keep the company healthy. Says Denning, “I’m convinced that by applying what we learned from ILS when we did is a major reason we were able to keep our doors open.” As a closely held company, total savings and return on investment figures are not released at the request of the company.
In late 2008, with the economy tumbling and boat sales dropping dramatically, Skier’s Choice was able to make people-friendly adjustments (no overtime, reduced the temporary workforce, temporary furloughs and leadership pay reductions) that allowed them to absorb the change quickly. With demand down, they redoubled their efforts, and further refined their production system, fully achieving single-piece flow in their manufacturing and sub assembly operations, further reducing inventories and saving a significant amount of money to use to keep the company healthy. Says Denning, “I’m convinced that by applying what we learned from ILS when we did is a major reason we were able to keep our doors open.” As a closely held company, total savings and return on investment figures are not released at the request of the company.








 Australian Weaving Mills (AWM) is the home of textiles for brands such as Dickies, Dri Glo, Esprit Home, Koala Blue, The Cottonfield Collection and Tara Plus brands. In addition to their local manufacturing, AWM has an impressive sources side to meet the local needs. Operating in Devonport, Tasmania, AWM is today Australiaâs sole manufacturing of towelling products.
Australian Weaving Mills (AWM) is the home of textiles for brands such as Dickies, Dri Glo, Esprit Home, Koala Blue, The Cottonfield Collection and Tara Plus brands. In addition to their local manufacturing, AWM has an impressive sources side to meet the local needs. Operating in Devonport, Tasmania, AWM is today Australiaâs sole manufacturing of towelling products. After detailed discussions within the sector, a small number of strategic objectives have been identified to increase the sustainability and build internal problem-solving skills at AWM. The implementation of specific lean manufacturing processes is seen as essential to the management of Australian Weaving Mills. Mr. Steve Neilly, the Manufacturing Manager, has identified the weaving and hemming sections as lead areas for piloting the Competitive Manufacturing/ Lean Initiative.
After detailed discussions within the sector, a small number of strategic objectives have been identified to increase the sustainability and build internal problem-solving skills at AWM. The implementation of specific lean manufacturing processes is seen as essential to the management of Australian Weaving Mills. Mr. Steve Neilly, the Manufacturing Manager, has identified the weaving and hemming sections as lead areas for piloting the Competitive Manufacturing/ Lean Initiative. In 2008, Mr Neilly and Mr Richardson attending the ILS Lean Practitioner Program (Grad Cert), which is held in Melbourne, Victoria. The Vocational Graduate Certificate requires the completion of 3 one week block of face-to-face training delivered over a 6 - 8 month period to enable time to complete enterprise based project work. The training program is driven by work place project development, where participants are required to apply their learning’s to their organizations.
In 2008, Mr Neilly and Mr Richardson attending the ILS Lean Practitioner Program (Grad Cert), which is held in Melbourne, Victoria. The Vocational Graduate Certificate requires the completion of 3 one week block of face-to-face training delivered over a 6 - 8 month period to enable time to complete enterprise based project work. The training program is driven by work place project development, where participants are required to apply their learning’s to their organizations. A four day Learning and Improvement Focused Transformation (LIFT) event then took place, allowing teams to analyze key areas of the business and apply lean tools such as 5S, visual controls, pull systems and set-up reduction principles. Moreover, teams were able to gain exposure to the different parts of the business that they would not have normally been exposed to, thus giving them a broader understanding of the operations involved in making their products. “The initial Lean training delivered by ILS at AWM has been highly successful with substantial, measurable gains being made in setup reduction time and WIP reduction in the specific target areas… and as a result has created a very positive platform to expand the adoption of Lean principles and practices into more areas of the business” commented Mr. Neilly.
A four day Learning and Improvement Focused Transformation (LIFT) event then took place, allowing teams to analyze key areas of the business and apply lean tools such as 5S, visual controls, pull systems and set-up reduction principles. Moreover, teams were able to gain exposure to the different parts of the business that they would not have normally been exposed to, thus giving them a broader understanding of the operations involved in making their products. “The initial Lean training delivered by ILS at AWM has been highly successful with substantial, measurable gains being made in setup reduction time and WIP reduction in the specific target areas… and as a result has created a very positive platform to expand the adoption of Lean principles and practices into more areas of the business” commented Mr. Neilly.
 Columbia Forest Products is North America’s largest manufacturer of hardwood plywood and hardwood veneer. The company, based in Greensboro, N.C., employs more than 2,100 people and operates facilities throughout the United States and Canada. Much of their hardwood plywood is used by cabinet makers and installed in homes across the continent.
Columbia Forest Products is North America’s largest manufacturer of hardwood plywood and hardwood veneer. The company, based in Greensboro, N.C., employs more than 2,100 people and operates facilities throughout the United States and Canada. Much of their hardwood plywood is used by cabinet makers and installed in homes across the continent. “Parthi has been absolutely critical in our success,” Duarte said. “He helped us look at our systems as a whole and helped guide us through our strategic planning.”
“Parthi has been absolutely critical in our success,” Duarte said. “He helped us look at our systems as a whole and helped guide us through our strategic planning.”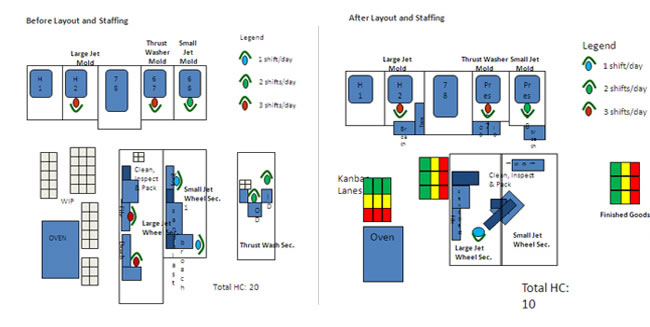





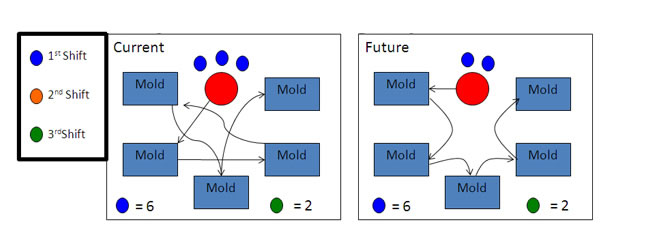
 by 30%With other improvements overall labour requirements for this line was reduced by 50%.") Comprehensive intervention improving capacity of labour-intensive X-ray and FPI inspection lines, reducing operating shifts from 4 to 2. Improvement of casting OEEs from 50% to 80%, enabling additional reduction of operating shifts. Plant manager coaching to establish highly effective problem solving skills within the organisation. Participation of the entire workforce in LIFTs, averting the imminent closure of the operation. Major new contracts from European luxury automotive producers have been realized.
Comprehensive intervention improving capacity of labour-intensive X-ray and FPI inspection lines, reducing operating shifts from 4 to 2. Improvement of casting OEEs from 50% to 80%, enabling additional reduction of operating shifts. Plant manager coaching to establish highly effective problem solving skills within the organisation. Participation of the entire workforce in LIFTs, averting the imminent closure of the operation. Major new contracts from European luxury automotive producers have been realized.
